
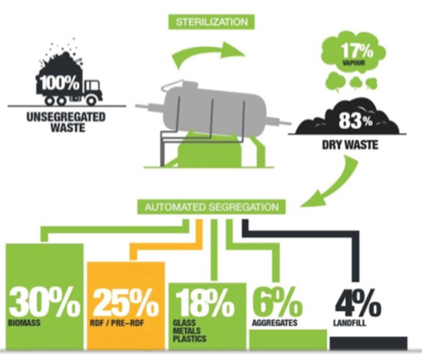
Typical flow-chart of Bioelektra
The Bioelektra pilot plant in Rozanki in West-Poland has been operational for nine months now. It treats unsorted municipal waste using the innovative RotoSTERIL mechanical heat treatment technology. Early January, Luc De Rooms, currently responsible for the “innovative waste policy in a circular economy” of the city of Antwerp (Belgium), visited the installations. “This is the most promising technology I’ve seen for years”, he says. Enjoy his post.
Promising sterilization technology with post-treatment sorting
When landing on Warsaw’s Modlin airport it was freezing minus 12°C and we were promised minus 16°C. I was happy to wear my genuine flight jacket.
In Rozanki I found a highly flexible system that treats unsorted municipal waste. The separation of the different fractions -glass, metals, plastics, biomass- is done downstream, after the heat treatment. New is the complete sterilization of the end product and the extent of automation. The facility can be tuned to treat a variety of wastes or very specific fractions.
The technology seems most promising in terms of its low operational cost -Bioelektra Group AG speaks of €20 per tonne delivered at the gate- its easy build and dismantling.
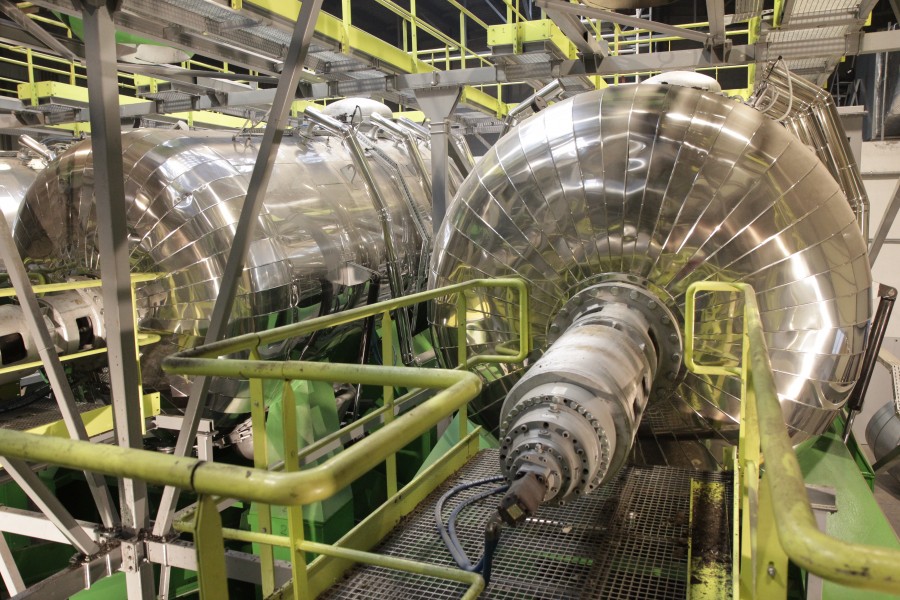
RotoSTERIL autoclave
Impressive economics
I was impressed by the baffling capex and exploitation figures presented. Capex would amount to a €300/tonne, excluding terrain and buildings. That is €30 million to treat 100.000 tonne of waste annually. Operational costs would amount to €20 per incoming tonne. The cost of gas -to produce the necessary heat/steam- is a leading opex factor. Gas intake per tonne is 30 dm3 and the electricity requirement is 70 kW.
Compare the figures to the capex for the IOK-Ivarem plant in Geel (Belgium) which also uses a Mechanical Biological Pretreatment (MBP) process: €42,5 million for a capacity of 150.000 tonne/annum and operational costs of more than €100 per incoming tonne. Or to an incinerator with a 100.000 tonne capacity that costs some €90 million. Such small incinerators are no longer built because they’re not exactly profitable. Then again larger incinerators require more coverage, thus more and longer transports which drive exploitation costs to €100/tonne and beyond.
The energy requirement of the Bioelektra installation -0,8 MJ per tonne- is an issue, however. Colocating the installation with other operations having a heat or power surplus could be interesting. Think of the combination with an old landfill with gas extraction.
Exciting prospects
The autoclave -RotoSTERIL BEG7000- is pre-built and fits on a low-loader. No special transport is needed. The installation is pretty much plug & play. If an industrial hall is already available the installation can be up and running in record speed. It can also be dismantled within days. The company handles a variety of business models that could facilitate shorter term campaigns. That opens up some exciting prospects. Think of cleaning up problem sites, landfills, solving temporary issues of oversupply. Setting up a smaller facility to locally treat waste could weigh up to long distance transports.
The RotoSTERIL technology is said to meet the European standards and the local requirements on waste management set until 2020. On the other hand I believe the treated biomass fraction is currently not to the level we would like it to be for use as compost. Currently it is incinerated. Mind you, I have never been a proponent of incinerating waste, but this technology does solve a number of important issues.
The installation and process
To my surprise the installations were quite clean and pretty much odourless. The sterilisation process rids all odour, it shrinks the bio fraction and the other fractions can be sorted out and washed in post-treatment.
The domestic refuse does not have to be stored or pre-treated in any way. No forced drying required. The waste is first dropped into a crusher to obtain a more homogeneous mass. A conveyor belt drops this material into the autoclave, which is set under an angle making the best use of gravity. The lid is closed when filled with 3 tonnes.

Rising feeder
The autoclave is composed of a double steel jacket. Steam at 170°C is injected between the outer and inner jacket at a pressure of some 8 bar. The steam is produced with gas driven heat boilers (Viessmann Vitomax 200) running on LPG, LNG or natural gas.
This steam runs in a closed circuit and raises the temperature in the actual autoclave to an 120°C. The mixed waste contains around 50% of water which turns into steam. The pressure within climbs to some 3 to 5 bar.
In the meantime the autoclave gently turns and blades within mix the content. The drive system consists of redundant electronic and hydraulic drives. A self learning software constantly monitors hundreds of sensors. This operating system/algorithm is patented. The machinery uses Unitronics Programmable Logic Controllers (PLC’s) with integrated Human Machine Interfaces (HMI’s).
After approximately three hours the process is complete and the decompression phase is initiated. The steam is sucked from the autoclave, reducing the pressure. For each tonne of waste some 50 to 52 liters of water is recuperated in this way. This water is collected for further purification. That could be interesting in certain regions.
A hatch at the bottom of the autoclave opens and the sterile product flows onto a conveyor belt leading the material towards post-treatment stations. Batches of up to 3 tonnes are processed in a mere 3 to 4 hours. The advantage: it is a fast process. The treated waste is odorless and has lost 15% of its weight -dehydration- and 60-80% of its volume, which facilitates storage, transportation and further mechanical processing. The heating under pressure effectively eliminates micro-organisms and odor from the waste.
Recyclable materials
Recyclable materials -such as cans, plastic bottles, metals, glass- are now relatively clean. I saw a can of cola coming out of the autoclave as a crushed blank of aluminum. Inks and paint were dissolved. Organic contaminants have been removed. Caps and labels are removed from plastic packaging, which allows for easy mechanical sorting. The mass contains paper fiber, cardboard, kitchen waste and a mineral fraction, mainly sand, stones and ceramics. Down the line eddy current separators will sort ferrous from non-ferrous metals. Optical sorters separate plastics -PET and PP- from the flow. A high degree of purity can be achieved automatically without any handpicking. The process may however degrade characteristics and properties of certain products.
Post-treatment controls of the biomass for cadmium, lead and other metal elements showed values 4 times lower than what European regulations allow for… But to allow this end product into the compost stream is, to my mind, over-stretching. The current end-product is not ‘pure’ enough for composting or to be used as a fertiliser in agriculture and horticulture. That would require further treatment.
Currently the biomass is used as fuel. It is burned. Not exactly ideal, yet, burning this biomass is meaningful if it means you do not have to import biomass or wood for exactly the same purpose.

Policy thoughts
Bioelektra started its operations with three autoclaves. The number has been doubled since. Each of the six autoclaves has an annual capacity to sterilise up to 8.000 tons. Current capacity of the plant is thus 48.000 tons. It is calculated that the best ROI is reached with 12 autoclaves, able to treat some 100.000 tonne/year. The sorter installation could easily handle double its current feed. Existing personnel could also manage twice as much autoclaves.
Selective gathering of ever more fractions comes at a cost. In Belgium we have a separate municipal collection of glass, paper and liquids/beverage packaging (cartons, PET,…) and the rest. Tests are run to add a separate collection of plastic packaging materials other than packaging for liquids or beverage. The Bioelektra approach does not require any additional upstream separation since sorting happens downstream.
This system thus allows policy makers to choose whether or not to incite people to sort their waste streams. I don’t believe we will drop selective gathering of waste in Belgium but think of countries that have not yet set up such a system. It could limit their need for selective gathering to paper and textiles and push the sorting of the remaining fractions downstream.





{kind=link}
It is cool, this kind technology can make a great contribution to resource recycling, which can not improve the environmental pollution, but also can make great profits. If you want to get more info about the related info , why not try this link: http://carbonizationfurnace.com/charcoal-making-machine.html.